 Поиск товаров
Поиск товаров




Полное руководство по поршневым штокам амортизаторов
 4 февраля 2026 г.|
4 февраля 2026 г.| Просмотров:769
Просмотров:769Введение
Оншток поршня амортизатораЭто не просто соединитель. Он замыкает контур между шасси и гидравлической системой амортизатора, контролирует работу уплотнения и, через свою поверхность, задает коэффициент трения, который должна преодолевать ваша подвеска. Когда геометрия и обработка штока правильны, уплотнения служат дольше, эффект «залипания-проскальзывания» сводится к минимуму, а кривые демпфирования остаются воспроизводимыми.
В этом руководстве вы узнаете, как работает поршневой шток амортизатора, какие критически важные параметры необходимо контролировать (геометрия, качество поверхности, твердость/микроструктура), какие материалы и покрытия целесообразно использовать, а также как обычно проводится квалификация. Вы сможете напрямую применять эти знания в качестве инженера или покупателя OEM-производителя для достижения надежной и стабильной работы.
Как работают поршневые штоки амортизаторов
Загрузка траектории и движения
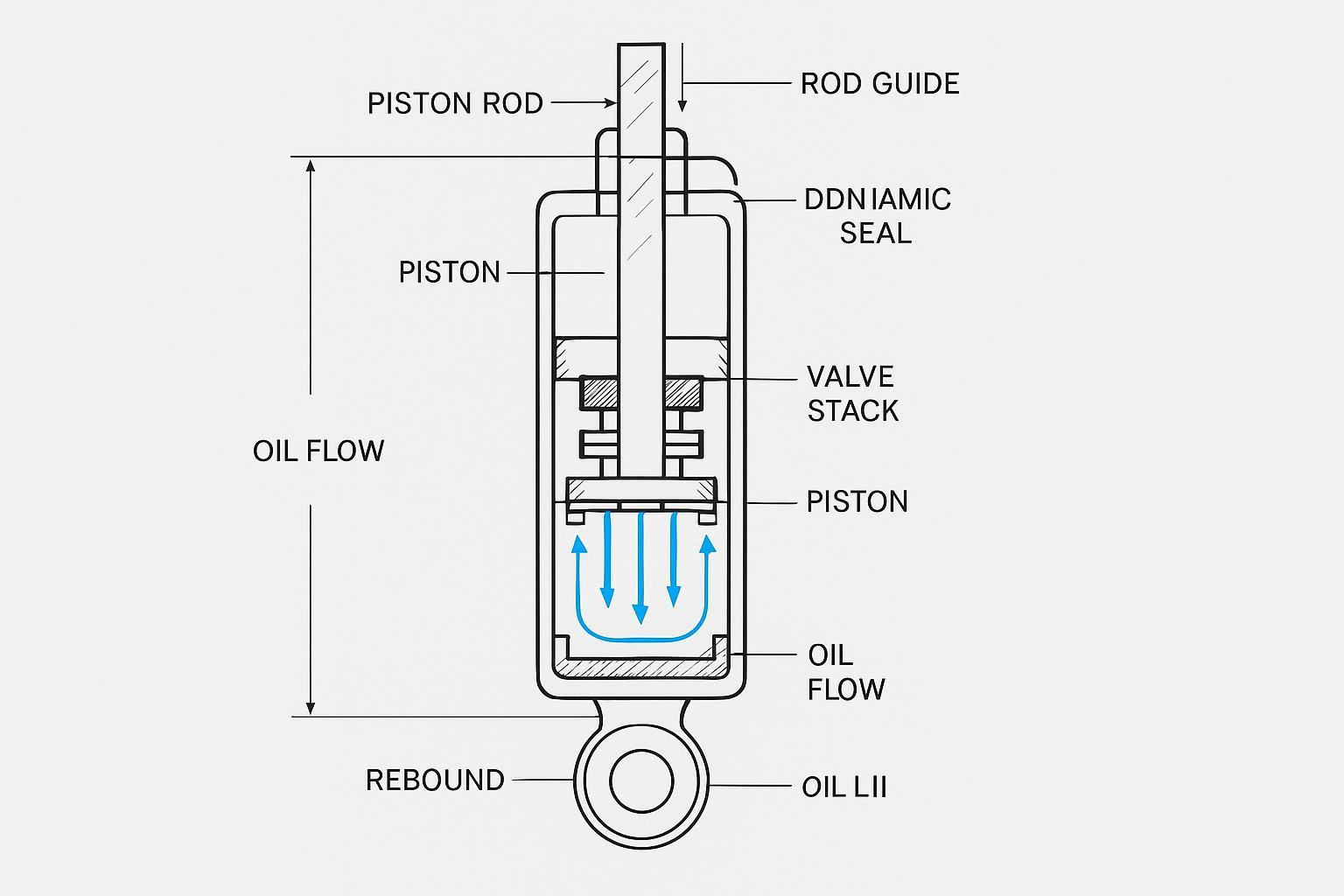
Во время движения колеса нагрузка передается через верхнюю опору на шток поршня. Шток приводит поршень в движение через гидравлическое масло; масло дозируется клапанами и отверстиями с регулировочными шайбами, которые устанавливают зависимость силы от скорости. Если шток не прямой или не концентричный, боковые нагрузки возрастают в направляющей штока и уплотнении, что увеличивает трение и может вызвать эффект «залипания-проскальзывания». Обычно для прецизионных штоков прямолинейность составляет примерно 0,05–0,15 мм на метр в зависимости от диаметра и режима работы; в каталогах поставщиков и справочниках по штокам демпферов в качестве целевого показателя указаны аналогичные диапазоны (проверьте на своем чертеже).
Жидкостное демпфирование
Сила в амортизаторе возникает за счет проталкивания масла через ограничения. Движение штока поршня амортизатора вытесняет жидкость, а поршень/клапаны создают силы, зависящие от скорости. Трение в уплотнениях находится на вершине этой кривой: слишком большая сила отрыва или нестабильное трение исказят демпфирование на низких скоростях и вызовут гистерезис. Именно поэтому жесткая геометрия (диаметр, округлость, прямолинейность) и правильно спроектированная обработка поверхности не являются просто декоративными элементами — они напрямую влияют на стабильность демпфирования.
Интерфейс уплотнения и направляющей
Для динамических штоковых уплотнений необходимы поверхности, обеспечивающие баланс между низкой шероховатостью и функциональными углублениями для удержания смазки. Используйте параметры ISO 4287 (Ra, Rz) для общего контроля и функциональные параметры ISO 13565 (семейство Rk) для оценки площади контакта и содержания углублений для смазки. Производители уплотнений обычно рекомендуют поверхности штока поршня амортизатора с шероховатостью Ra около 0,1–0,3 мкм для достижения наилучших характеристик, предупреждая, что сверхгладкие поверхности с шероховатостью ниже ~0,1 мкм могут сократить срок службы эластомера; ≤0,4 мкм часто является приемлемым значением в зависимости от конструкции уплотнения. Проведите оценку с использованием правильных пороговых значений/фильтров в соответствии с ISO 4288 и подтвердите функциональную площадь контакта, а не гонитесь за одним значением Ra.
Основные технические характеристики
Допуски по геометрии
Диаметры штоков: Классы f7–f8 стандарта ISO 286 часто применяются к диаметрам поршневых штоков амортизаторов (в сочетании с соответствующими размерами корпуса). Примерные диапазоны допусков (ориентировочные, рассчитанные с помощью калькуляторов ISO 286; сверьтесь со стандартом и вашим диапазоном размеров): диаметры около 10–30 мм, диапазоны f7 порядка 25–32 мкм и диапазоны f8 примерно 39–50 мкм. Эти классы располагают шток немного ниже номинального значения для обеспечения зазора с направляющими/втулками.
Прямолинейность на метр: Для высокопроизводительных штоков обычно устанавливаются целевые показатели точности 0,05–0,10 мм/1000 мм, а для общего назначения диапазон составляет до ~0,15 мм/1000 мм. Более высокая точность полезна для увеличения срока службы уплотнения и обеспечения стабильного трения при условии баланса между стоимостью и технологичностью производства.
Округлость и биение: Контроль осуществляется в соответствии с ISO 1101 GD&T. Практическое правило заключается в том, чтобы округлость и общее биение индикатора находились в пределах допустимого диапазона диаметра, чтобы уплотнение двигалось плавно. Для измерения диаметра используйте пневматические манометры или прецизионные микрометры, для измерения биения — V-образные/TIR-измерительные приборы, а для проверки прямолинейности — гранитную или лазерную установку.
Ссылки на концепции и системы измерений: ISO 286 (посадка), ISO 1101 (GD&T). Типичные диапазоны размеров от поставщиков широко опубликованы; необходимо сверить их с требованиями заказчика.
Целевые показатели качества поверхности
Стандарты измерений: для параметров профиля (Ra, Rz) используйте ISO 4287, для процедур оценки (пороговые значения, длина выборки) — ISO 4288, для характеристик прибора — ISO 3274, а для функциональной оценки поверхности уплотнений — ISO 13565 (семейство Rk).
Целевые диапазоны: Производители уплотнений указывают, что диаметр поршневого штока амортизатора должен составлять, как правило, 0,1–0,3 мкм для минимизации трения и износа; в зависимости от типа уплотнения допустимым может быть значение ≤0,4 мкм. Следует избегать «зеркальной» поверхности с шероховатостью ниже ~0,1 мкм Ra для эластомерных уплотнений; необходимо поддерживать платообразную площадь контакта с углублениями для микросмазки в соответствии со стандартом ISO 13565.
Рекомендации по Rz и плато: На чертежах, где указано значение Rz, в условиях динамического уплотнения наблюдаются значения в диапазоне 1,6–3,2 мкм. Более важно проверить функциональные параметры (Rpk/Rvk/Rk), чтобы убедиться, что пиковые значения несущей способности невелики, а объем впадин обеспечивает удержание масла. Укажите условия измерения, чтобы избежать различий между лабораториями.
Где узнать больше: В конструкторских заметках производителей уплотнений и статьях по метрологии приводятся практические диапазоны значений Ra и функциональных параметров, а также объясняется, почему обработка поверхности методом плато снижает износ в процессе приработки.
Твердость и микроструктура
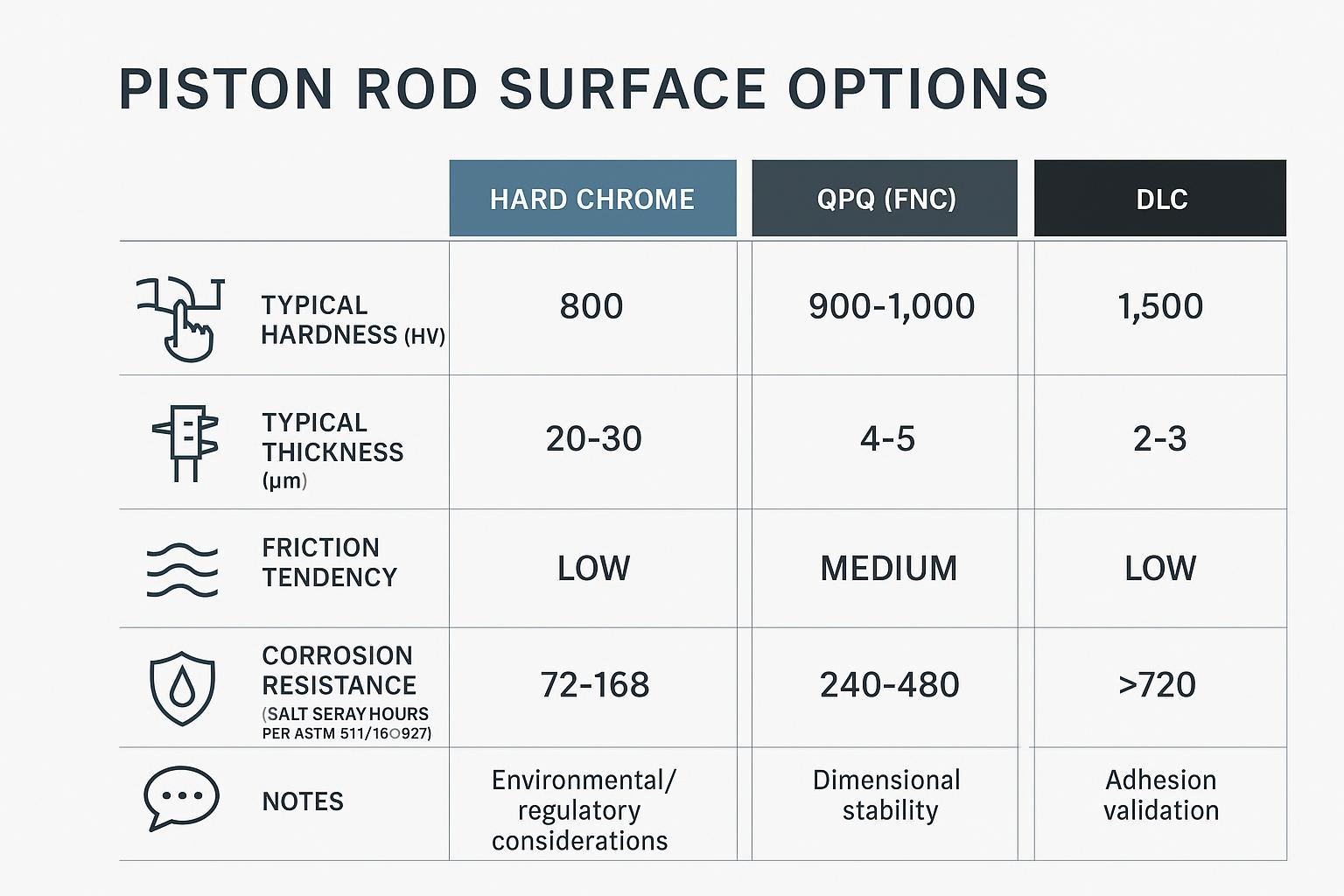
Штоки с твердым хромовым покрытиемТипичная твердость хромового слоя составляет около 800–1200 HV, а толщина слоя обычно составляет 20–60 мкм для гидравлических систем и амортизаторов. После шлифовки/полировки достигается шероховатость Ra в диапазоне 0,1–0,3 мкм, при этом сохраняется хорошая износостойкость.
QPQ (ферритное нитроцементирование в соляной ванне): образует композитный слой с диффузионной зоной на поверхности стали. Микротвердость композитного слоя обычно составляет ~800–1300 HV, обеспечивая хорошую износостойкость и улучшенную коррозионную стойкость (время выдержки в нейтральном солевом тумане зависит от стали и процесса; метод испытания и время приемки указаны на чертеже). Изменение размеров минимально по сравнению с толстым покрытием.
DLC (PVD/CVD): Очень низкое трение и очень высокая твердость; типичная толщина ~1–3 мкм. Адгезия имеет решающее значение; многие характеристики подтверждаются методом индентации по Роквеллу C и/или методом царапания. Для обеспечения надежной адгезии часто используется двухслойное покрытие на азотированных подложках.
Раскрытие информации:Чанчжоу Hengzhixin Machinery Co., Ltd.— Комплексное производство штоков поршней амортизаторов OEM/ODM; ISO9001/SGS; QPQ; Ø6–30 мм; ≤1000 мм.
Типичный процесс производства и квалификации
Выбор и правка прутка → термообработка (при необходимости) → черновая/чистовая шлифовка → суперчистовая/платополировка → покрытие (твердое хромирование / QPQ / DLC) → последующая полировка до целевого значения Ra и площади контакта → контроль качества (размеры, прямолинейность/биение, Ra/Rz и функциональные параметры ISO 13565, твердость HV/HRC, толщина покрытия, адгезия) → коррозионные испытания (при необходимости) → упаковка с антикоррозионным покрытием.
Материалы, покрытия и стандарты
Выбор стали и варианты её применения
Углеродистые стали, такие как C45/CK45, часто используются для изготовления штоков поршней амортизаторов благодаря обрабатываемости и достаточной прочности сердцевины; индукционная закалка может повысить износостойкость поверхности и усталостную прочность. Нержавеющие стали (304/316/316L) используются там, где приоритет коррозии перевешивает необходимость в очень высокой твердости поверхности или толстых покрытиях. Легированные стали применяются в условиях тяжелых нагрузок или высокой усталости. При выборе следует учитывать стратегию нанесения покрытия: QPQ модифицирует саму поверхность стали, хромирование увеличивает толщину и повышает твердость поверхности, а DLC-покрытие выигрывает от закаленной/азотированной подложки для улучшения адгезии.
Подробную информацию о подготовке поверхности для твердого хромирования и типичных диапазонах см. в обзоре бренда на сайте.Особенности производства стержней с твердым хромовым покрытиемОбщие диапазоны размеров штоков амортизаторов и используемые материалы в гидравлических системах суммированы на страницах соответствующих производителей.страница поршневого штока.
Покрытия: хром, QPQ, DLC
Твердый хром
Типичная твердость: ~800–1200 HV. Толщина: обычно 20–60 мкм для демпферных стержней. Преимущества: проверенная износостойкость, широкая доступность, возможность полировки до низкого Ra. В некоторых странах следует учитывать экологические/нормативные требования к шестивалентному хрому и контролировать структуру микротрещин с помощью технологических процессов.
QPQ (FNC)
Поверхность после цементации с нанесением компаунда и диффузионного слоя; минимальное изменение размеров. Трение снижается после полировки; коррозионная стойкость улучшается после окисления. Укажите допустимые значения для испытаний в нейтральном солевом тумане (ASTM B117/ISO 9227) в часах, соответствующих условиям окружающей среды; количество часов зависит от стали и процесса.
DLC
Сверхнизкое трение и очень высокая твердость; тонкая пленка (~1–3 мкм) сохраняет размеры. Требуется надежная проверка адгезии (индентирование по Роквеллу C, испытания на царапание). Часто используется в сочетании с азотированным подслоем для повышения долговечности. Отлично подходит для низкофрикционных герметизирующих интерфейсов; необходимо убедиться, что после нанесения покрытия поверхность подложки соответствует целевому значению Ra.
Практические заметки по отбору
Для экономичных легковых автомобилей, эксплуатируемых в условиях умеренной нагрузки: твердое хромирование остается надежным базовым вариантом благодаря доступности и качественной полировке.
Для интенсивного бездорожья или воздействия агрессивных сред: QPQ обеспечивает улучшенную устойчивость к истиранию и коррозии при низком влиянии на габариты.
Применение в высококачественных областях с низким коэффициентом трения: DLC-покрытие может снизить трение в уплотнениях и улучшить отклик на низких скоростях; необходимо предусмотреть средства на квалификацию адгезии и контроль технологических процессов.
Квалификация и соответствие требованиям
Испытания на коррозию: укажите метод и время приемки, например: «Испытание на коррозию в соответствии с ASTM B117 или ISO 9227; отсутствие красной ржавчины до истечения X часов». Стандарты определяют условия испытаний (5% NaCl при 35°C; ориентация около 15–30° от вертикали), но не время прохождения/непрохождения испытания — укажите их в своей спецификации.
PPAP Уровень 3: Автомобильные покупатели обычно требуют PSW с полным набором подтверждающих данных (проектная документация, PFMEA/план контроля, MSA, результаты измерений, испытания материалов/характеристик, первоначальные исследования процесса, квалифицированная лабораторная документация, образцы). Согласуйте результаты с требованиями заказчика и стандартом IATF 16949.
Специальные проверки технологических процессов: В соответствующих случаях используйте стандарты AIAG CQI-9 (термообработка), CQI-11 (гальваническое покрытие, включая твердое хромирование) и CQI-12 (нанесение покрытий), чтобы убедиться в поддержании работоспособности процесса, а не просто в его "однократном прохождении".
Заключение
Поршневой шток амортизатора контролирует трение в уплотнении и, как следствие, стабильность демпфирования. Необходимо точно задать геометрию (посадка, прямолинейность, биение), спроектировать поверхность для низкого трения с достаточной площадью опоры и выбрать систему покрытия, соответствующую условиям эксплуатации и целевым показателям. Необходимо провести необходимые испытания и аудиты технологического процесса, чтобы характеристики первого образца сохранялись в производстве.
Контрольный список действий
Проверка геометрии: класс посадки по ISO 286 по диаметру; прямолинейность 0,05–0,10 мм/м для высокопрочных штоков; округлость/биение по ISO 1101 в пределах допустимого диапазона диаметров.
Подтвердите качество поверхности: целевой показатель Ra 0,1–0,3 мкм; укажите условия ISO 4288; добавьте функциональные параметры ISO 13565 для площади контакта и объема впадин.
Проверка твердости/покрытия: хром ~800–1200 HV при толщине 20–60 мкм; QPQ-покрытие с микротвердостью в слое компаунда; DLC-покрытие ~1–3 мкм с проверкой адгезии.
Требования к коррозионной стойкости: укажите метод (ASTM B117/ISO 9227) и количество часов приемки, соответствующих условиям окружающей среды.
PPAP/прослеживаемость: Запросите уровень 3 с полным набором документов; включите специальные оценки процессов (CQI-9/11/12) там, где это применимо; убедитесь, что определены методы измерения и возможности измерительных приборов.





