 Product Search
Product Search




Ultimate Guide to Shock Absorber Piston Rods
 Feb 04, 2026|
Feb 04, 2026| View:778
View:778Introduction
The shock absorber piston rod is more than a simple connector. It closes the loop between the chassis and the damper’s hydraulic system, controls how the seal behaves, and, through its surface, sets the friction signature your suspension must overcome. When the rod’s geometry and finish are right, seals last longer, stick–slip is minimized, and damping curves stay repeatable.
In this guide you’ll learn how a shock absorber piston rod works, the critical specifications to control (geometry, surface finish, hardness/microstructure), which materials and coatings make sense, and how qualification is typically performed. You can apply these specifics directly as an OEM engineer or buyer to achieve reliable, consistent performance.
How shock absorber piston rods work
Load path and motion
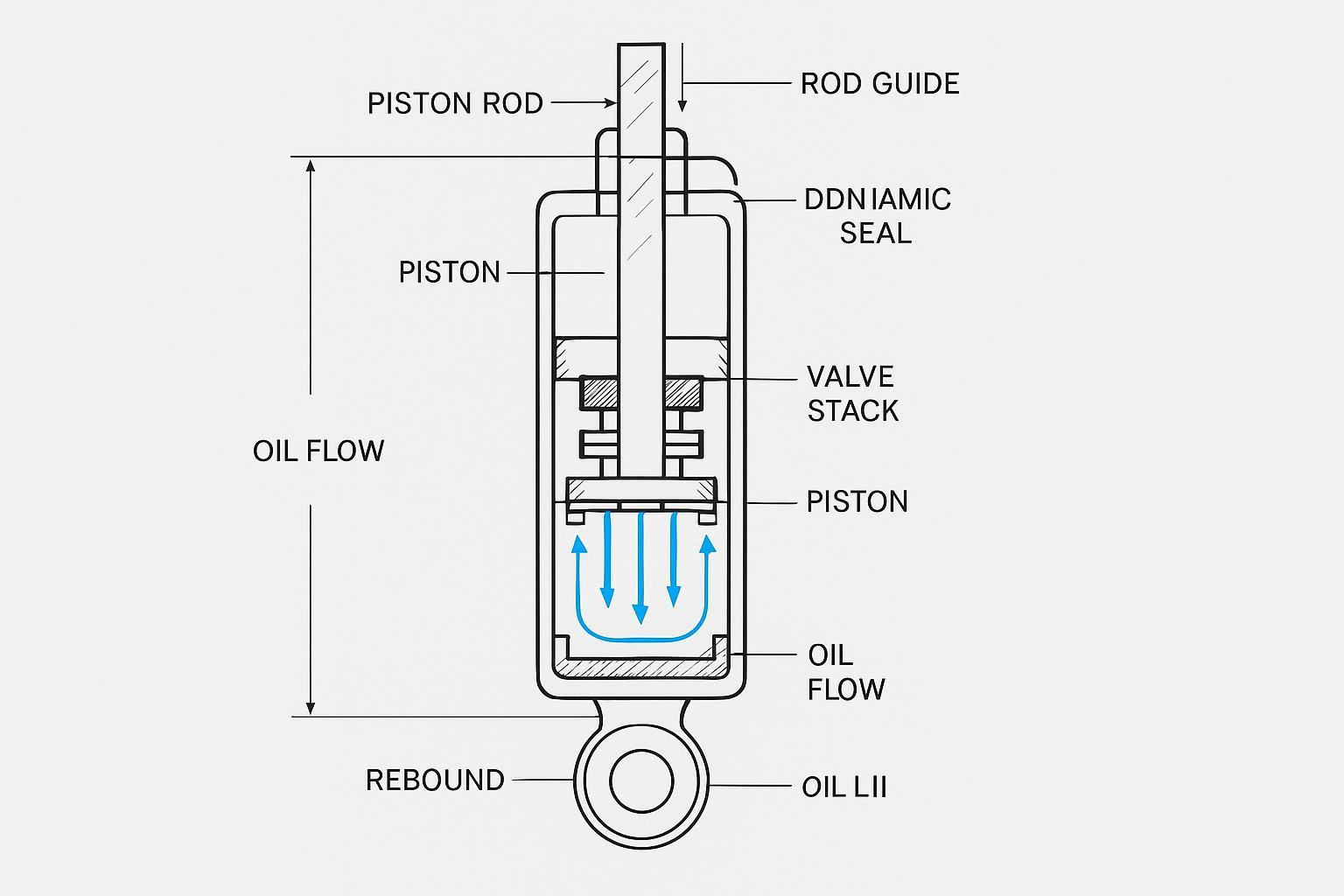
During wheel movement, load transfers through the top mount into the piston rod. The rod drives the piston through hydraulic oil; oil is metered by shim-stack valves and orifices that set force versus velocity. If the rod isn’t straight or concentric, side loads rise at the rod guide and seal, which elevates friction and can trigger stick–slip. Typical practice for precision rods keeps straightness within roughly 0.05–0.15 mm per meter depending on diameter and duty; supplier catalogs and damper rod references show similar bands as common targets (validate on your drawing).
Fluid damping link
Force in a damper comes from pushing oil through restrictions. The shock absorber piston rod’s motion displaces fluid and the piston/valves generate velocity-dependent forces. Seal friction sits on top of this curve: too high a breakaway force or unstable friction will distort low-speed damping and create hysteresis. That is why tight geometry (diameter, roundness, straightness) and a correctly engineered surface finish are not cosmetic—they directly affect damping stability.
Seal and guide interface
Dynamic rod seals require surfaces that balance low roughness with functional valleys for lubricant retention. Use ISO 4287 parameters (Ra, Rz) for general control and ISO 13565 functional parameters (Rk family) to assess bearing area and valley content for lubrication. Seal OEMs commonly recommend shock absorber piston rod surfaces near Ra 0.1–0.3 µm for best performance, cautioning that ultra-smooth surfaces below ~0.1 µm can hurt elastomer life; ≤0.4 µm is often acceptable depending on seal design. Evaluate with the correct cutoff/filters per ISO 4288 and confirm functional bearing area rather than chasing a single Ra value.
Key engineering specs
Geometry tolerances
Diameter fits: ISO 286 shaft classes f7–f8 are frequently applied to shock absorber piston rod diameters (paired with appropriate housing fits). Example tolerance bands (indicative from ISO 286 calculators; confirm against the standard and your size range): around 10–30 mm diameters, f7 bands on the order of 25–32 µm and f8 bands roughly 39–50 µm. These classes position the shaft slightly below nominal to maintain clearance with guides/bushings.
Straightness per meter: Precision targets of 0.05–0.10 mm/1000 mm are common for high-performance rods, with general-purpose ranges up to ~0.15 mm/1000 mm. Tighter is helpful for seal life and consistent friction, provided cost and manufacturability are balanced.
Roundness and runout: Control via ISO 1101 GD&T. A practical rule is to hold roundness and total indicator runout to well within the diameter tolerance band so the seal tracks smoothly. Use air gauges or precision micrometers for diameter, V‑block/TIR for runout, and a granite or laser setup to verify straightness.
References for concepts and measurement frameworks: ISO 286 (fits), ISO 1101 (GD&T). Representative supplier ranges are widely published; validate with customer-specific requirements.
Surface finish targets
Measurement standards: Use ISO 4287 for profile parameters (Ra, Rz), ISO 4288 for evaluation procedures (cutoffs, sampling lengths), ISO 3274 for instrument characteristics, and ISO 13565 (Rk family) for functional surface assessment on sealing surfaces.
Target ranges: Seal manufacturers indicate that a shock absorber piston rod should typically fall in Ra 0.1–0.3 µm to minimize friction and wear; ≤0.4 µm may be acceptable depending on seal type. Avoid “mirror” finishes below ~0.1 µm Ra for elastomer seals; maintain plateaued bearing area with valleys for micro-lubrication per ISO 13565.
Rz and plateau guidance: Where drawings include Rz, values around 1.6–3.2 µm are seen in dynamic sealing contexts. More important is verifying functional parameters (Rpk/Rvk/Rk) to ensure load-bearing peaks are modest and valley volume supports oil retention. Specify measurement conditions to avoid lab-to-lab variation.
Where to learn more: Seal OEM design notes and metrology application papers give practical windows for Ra and functional parameters and explain why plateau finishing reduces break-in wear.
Hardness and microstructure
Hard chrome plated rods: Typical chrome layer hardness is about 800–1200 HV with layer thickness commonly 20–60 µm for hydraulic and damper applications. Post-grind/polish achieves Ra in the 0.1–0.3 µm band and maintains good wear resistance.
QPQ (salt bath ferritic nitrocarburizing): Produces a compound layer with a diffusion zone in the steel surface. Microhardness in the compound layer is commonly cited in the ~800–1300 HV range, with good scuff resistance and improved corrosion (hours in neutral salt spray depend on steel and process; specify the test method and acceptance hours in the drawing). Dimensional change is minimal versus thick plating.
DLC (PVD/CVD): Very low friction with very high hardness; typical thickness ~1–3 µm. Adhesion is critical; many specs validate with Rockwell C indentation and/or scratch testing. Duplexing over nitrided substrates is common for robust adhesion.
Disclosure: Changzhou Hengzhixin Machinery Co., Ltd. — one-stop OEM/ODM shock absorber piston rods; ISO9001/SGS; QPQ; Ø6–30 mm; ≤1000 mm.
Manufacturing and qualification workflow (typical)
Bar selection and straightening → heat treatment (as required) → rough/finish grinding → superfinish/plateau polish → coating (hard chrome / QPQ / DLC) → post-polish to target Ra and bearing area → inspection (dimensions, straightness/runout, Ra/Rz and ISO 13565 functional parameters, hardness HV/HRC, coating thickness, adhesion) → corrosion testing (if required) → packaging with rust prevention.
Materials, coatings, and standards
Steel choices and use cases
Carbon steels such as C45/CK45 are common for shock absorber piston rods thanks to machinability and adequate core strength; induction hardening can raise surface durability and fatigue strength. Stainless steels (304/316/316L) are used where corrosion priority outweighs the need for very high surface hardness or thick coatings. Alloy steels appear in heavy-duty or high-fatigue environments. Your choice should consider coating strategy: QPQ modifies the steel surface itself, chrome adds thickness and high surface hardness, and DLC benefits from a hardened/nitrided substrate for adhesion.
For background on hard-chrome surface preparation and typical ranges, see the brand’s overview on hard chrome plated rod manufacturing considerations. General shock absorber piston rod size ranges and materials used in hydraulic contexts are summarized on the brand’s piston rod page.
Coatings: chrome vs QPQ vs DLC
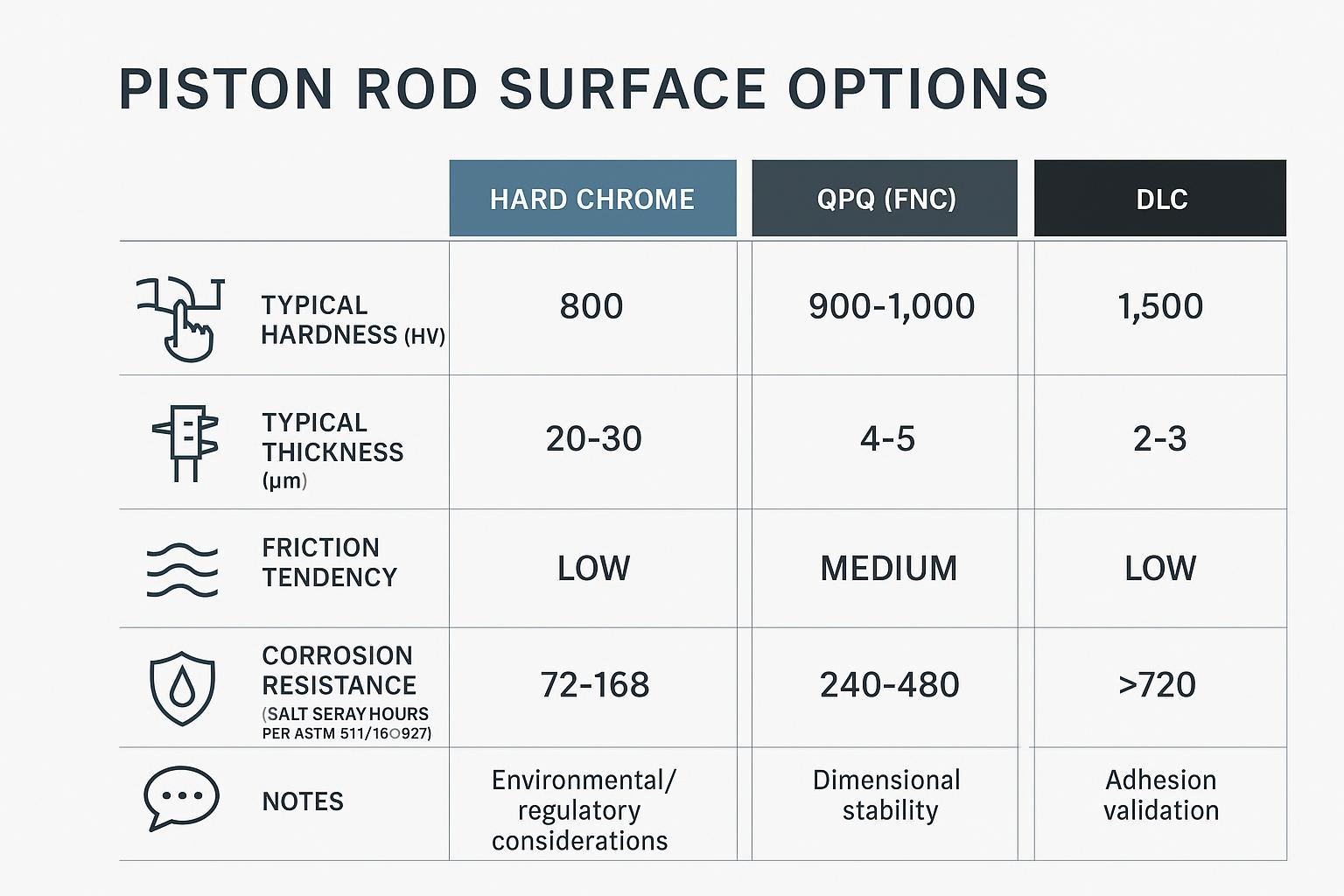
Hard chrome
Typical hardness: ~800–1200 HV. Thickness: generally 20–60 µm for damper rods. Strengths: proven wear, widely available, polishable to low Ra. Consider environmental/regulatory controls for hexavalent chromium in some markets and manage microcrack structure via process controls.
QPQ (FNC)
Case-hardened surface with compound + diffusion layer; minimal dimensional change. Friction reduces after polish; corrosion resistance improves with post-oxidation. Specify acceptance with neutral salt spray (ASTM B117/ISO 9227) hours appropriate to environment; hours vary by steel and process.
DLC
Ultra-low friction and very high hardness; thin film (~1–3 µm) preserves dimensions. Requires robust adhesion validation (Rockwell C indentation, scratch tests). Often paired with a nitrided underlayer for durability. Excellent for low-friction seal interfaces; ensure substrate finish supports target Ra after coating.
Practical selection notes
Cost-sensitive passenger cars in mild environments: hard chrome remains a strong baseline due to availability and robust polishing.
Heavy off-road or corrosive exposure: QPQ offers improved scuff and corrosion behavior with low dimensional impact.
Low-friction premium applications: DLC can reduce seal friction and improve low-speed response; budget for adhesion qualification and process controls.
Qualification and compliance
Corrosion testing: Call out method and acceptance hours, e.g., “NSS per ASTM B117 or ISO 9227; no red rust before X hours.” Standards define test conditions (5% NaCl at 35°C; orientation near 15–30° from vertical) but not the pass/fail hours—set them in your spec.
PPAP Level 3: Automotive buyers typically require a PSW with full supporting data (design records, PFMEA/control plan, MSA, dimensional results, material/performance tests, initial process studies, qualified lab docs, samples). Align deliverables with customer-specific requirements and IATF 16949.
Special process audits: Where applicable, reference AIAG CQI-9 (heat treat), CQI-11 (plating, including hard chrome), and CQI-12 (coating) to ensure process capability is sustained, not just “passed once.”
Conclusion
A shock absorber piston rod controls seal friction and, by extension, damping stability. Specify geometry tightly (fits, straightness, runout), engineer the surface for low friction with sufficient bearing area, and choose a coating system that fits your environment and performance goals. Validate with the right tests and process audits so first-article performance holds in production.
Action checklist
Verify geometry: ISO 286 fit class on diameter; straightness 0.05–0.10 mm/m for high-performance rods; roundness/runout per ISO 1101 well within the diameter band.
Confirm surface finish: Ra 0.1–0.3 µm target; specify ISO 4288 conditions; add ISO 13565 functional parameters for bearing area and valley volume.
Check hardness/coating: Chrome ~800–1200 HV with 20–60 µm thickness; QPQ case with microhardness in the compound layer; DLC ~1–3 µm with adhesion testing.
Corrosion requirement: State method (ASTM B117/ISO 9227) and acceptance hours appropriate to the environment.
PPAP/traceability: Request Level 3 with full artifacts; include special process assessments (CQI-9/11/12) where applicable; ensure measurement methods and gage capability are defined.





