 Búsqueda de productos
Búsqueda de productos




Guía definitiva para los vástagos de los pistones de los amortiguadores
 4 de febrero de 2026|
4 de febrero de 2026| Vista: 767
Vista: 767Introducción
Elvástago del pistón del amortiguadorEs más que un simple conector. Cierra el circuito entre el chasis y el sistema hidráulico del amortiguador, controla el comportamiento del sello y, a través de su superficie, determina la fricción que la suspensión debe superar. Cuando la geometría y el acabado del vástago son los adecuados, los sellos duran más, se minimiza el deslizamiento intermitente y las curvas de amortiguación se mantienen constantes.
En esta guía aprenderá cómo funciona el vástago del pistón de un amortiguador, las especificaciones clave que debe controlar (geometría, acabado superficial, dureza/microestructura), qué materiales y recubrimientos son los más adecuados y cómo se realiza la cualificación habitualmente. Podrá aplicar estos detalles directamente como ingeniero o comprador de un fabricante de equipos originales (OEM) para lograr un rendimiento fiable y constante.
Cómo funcionan los vástagos de los pistones de los amortiguadores
Trayectoria de carga y movimiento
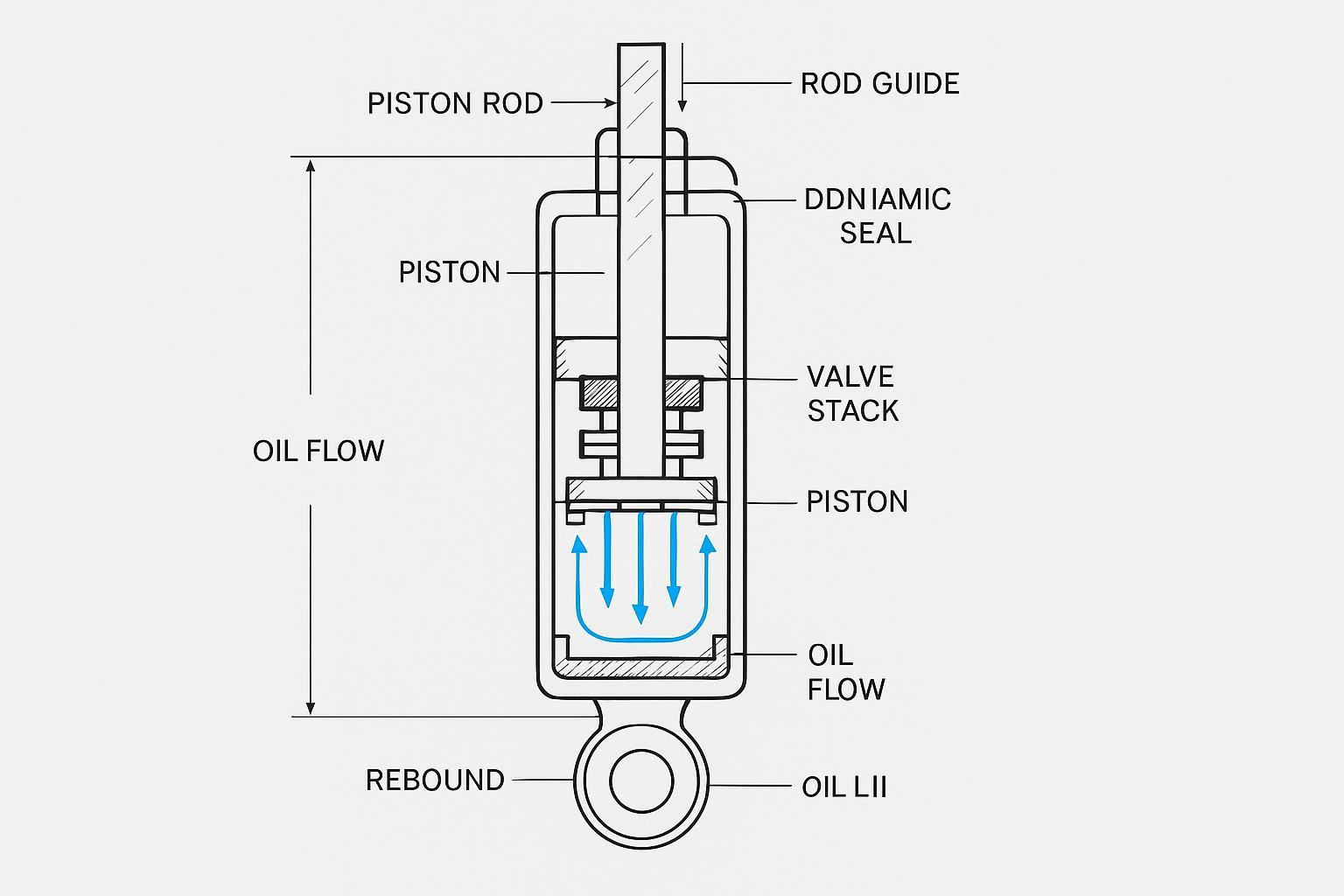
Durante el movimiento de la rueda, la carga se transfiere a través del soporte superior al vástago del pistón. El vástago impulsa el pistón mediante aceite hidráulico, dosificado por válvulas y orificios con arandelas de ajuste que regulan la fuerza en función de la velocidad. Si el vástago no es recto o concéntrico, aumentan las cargas laterales en la guía y el sello, lo que incrementa la fricción y puede provocar deslizamiento intermitente. En el caso de vástagos de precisión, la rectitud se mantiene dentro de un rango aproximado de 0,05 a 0,15 mm por metro, según el diámetro y la aplicación; los catálogos de proveedores y las referencias de vástagos amortiguadores muestran rangos similares como valores objetivo comunes (verifique con su plano).
Enlace de amortiguación de fluidos
La fuerza en un amortiguador proviene del empuje del aceite a través de restricciones. El movimiento del vástago del pistón del amortiguador desplaza el fluido, y el pistón y las válvulas generan fuerzas que dependen de la velocidad. La fricción del sello se sitúa en la parte superior de esta curva: una fuerza de arranque excesiva o una fricción inestable distorsionarán la amortiguación a baja velocidad y generarán histéresis. Por eso, una geometría precisa (diámetro, redondez, rectitud) y un acabado superficial correctamente diseñado no son meramente estéticos, sino que afectan directamente a la estabilidad de la amortiguación.
Interfaz de sellado y guía
Los sellos de vástago dinámicos requieren superficies que equilibren una baja rugosidad con valles funcionales para la retención del lubricante. Utilice los parámetros ISO 4287 (Ra, Rz) para el control general y los parámetros funcionales ISO 13565 (familia Rk) para evaluar el área de apoyo y el contenido de valles para la lubricación. Los fabricantes de sellos suelen recomendar superficies de vástago de pistón de amortiguador cercanas a Ra 0,1–0,3 µm para un rendimiento óptimo, advirtiendo que las superficies ultralisas por debajo de ~0,1 µm pueden perjudicar la vida útil del elastómero; ≤0,4 µm suele ser aceptable dependiendo del diseño del sello. Evalúe con el corte/filtros correctos según ISO 4288 y confirme el área de apoyo funcional en lugar de buscar un único valor de Ra.
Especificaciones técnicas clave
Tolerancias geométricas
Ajustes de diámetro: Las clases de eje f7–f8 de la norma ISO 286 se aplican frecuentemente a los diámetros del vástago del pistón del amortiguador (junto con los ajustes de la carcasa adecuados). Ejemplos de bandas de tolerancia (indicativas de las calculadoras ISO 286; confírmelas con la norma y su rango de tamaño): diámetros de entre 10 y 30 mm, bandas f7 del orden de 25–32 µm y bandas f8 de aproximadamente 39–50 µm. Estas clases posicionan el eje ligeramente por debajo del valor nominal para mantener la holgura con las guías/casquillos.
Rectitud por metro: Para varillas de alto rendimiento, es común alcanzar una precisión de 0,05–0,10 mm/1000 mm, mientras que para uso general se encuentran rangos de hasta ~0,15 mm/1000 mm. Una mayor precisión favorece la vida útil del sello y una fricción uniforme, siempre que se equilibren el costo y la facilidad de fabricación.
Redondez y excentricidad: Control mediante la norma ISO 1101 GD&T. Una regla práctica es mantener la redondez y la excentricidad total del indicador dentro del margen de tolerancia del diámetro para que el sello se desplace con suavidad. Utilice calibres neumáticos o micrómetros de precisión para el diámetro, bloques en V/TIR para la excentricidad y un sistema de granito o láser para verificar la rectitud.
Referencias para conceptos y marcos de medición: ISO 286 (ajustes), ISO 1101 (GD&T). Los rangos de precios de los proveedores se publican ampliamente; se recomienda validarlos con los requisitos específicos del cliente.
Objetivos de acabado superficial
Normas de medición: Utilice la norma ISO 4287 para los parámetros de perfil (Ra, Rz), la norma ISO 4288 para los procedimientos de evaluación (puntos de corte, longitudes de muestreo), la norma ISO 3274 para las características del instrumento y la norma ISO 13565 (familia Rk) para la evaluación funcional de superficies de sellado.
Rangos objetivo: Los fabricantes de sellos indican que el vástago del pistón de un amortiguador debe tener una rugosidad superficial (Ra) de entre 0,1 y 0,3 µm para minimizar la fricción y el desgaste; ≤0,4 µm puede ser aceptable según el tipo de sello. Evite acabados tipo espejo con una Ra inferior a ~0,1 µm para sellos de elastómero; mantenga una superficie de apoyo plana con valles para la microlubricación según la norma ISO 13565.
Guía de Rz y meseta: Cuando los planos incluyen Rz, se observan valores de alrededor de 1,6–3,2 µm en contextos de sellado dinámico. Es fundamental verificar los parámetros funcionales (Rpk/Rvk/Rk) para asegurar que los picos de carga sean moderados y que el volumen del valle favorezca la retención de aceite. Especifique las condiciones de medición para evitar variaciones entre laboratorios.
Dónde obtener más información: Las notas de diseño de Seal OEM y los documentos de aplicación de metrología ofrecen información práctica sobre Ra y los parámetros funcionales, y explican por qué el acabado de meseta reduce el desgaste durante el rodaje.
Dureza y microestructura
Varillas cromadas durasLa dureza típica de la capa de cromo es de aproximadamente 800–1200 HV, con un espesor de capa generalmente de 20–60 µm para aplicaciones hidráulicas y de amortiguación. El posterior rectificado/pulido logra un valor de Ra en el rango de 0,1–0,3 µm y mantiene una buena resistencia al desgaste.
Nitrocarburación ferrítica en baño de sales (QPQ): Produce una capa compuesta con una zona de difusión en la superficie del acero. La microdureza en la capa compuesta suele estar entre 800 y 1300 HV, con buena resistencia al desgaste y a la corrosión (las horas de ensayo en niebla salina neutra dependen del acero y del proceso; especifique el método de ensayo y las horas de aceptación en el plano). El cambio dimensional es mínimo en comparación con el recubrimiento grueso.
DLC (PVD/CVD): Muy baja fricción con muy alta dureza; espesor típico de ~1–3 µm. La adhesión es fundamental; muchas especificaciones se validan mediante ensayos de indentación Rockwell C y/o de rayado. El recubrimiento dúplex sobre sustratos nitrurados es común para lograr una adhesión robusta.
Divulgación:Changzhou Hengzhixin Machinery Co., Ltd.— Vástagos de pistón para amortiguadores OEM/ODM en un solo proveedor; ISO9001/SGS; QPQ; Ø6–30 mm; ≤1000 mm.
Flujo de trabajo de fabricación y cualificación (típico)
Selección y enderezamiento de barras → tratamiento térmico (según sea necesario) → rectificado de desbaste/acabado → superacabado/pulido de meseta → recubrimiento (cromo duro/QPQ/DLC) → post-pulido para alcanzar el Ra y el área de apoyo deseados → inspección (dimensiones, rectitud/excentricidad, Ra/Rz y parámetros funcionales ISO 13565, dureza HV/HRC, espesor del recubrimiento, adherencia) → prueba de corrosión (si es necesario) → embalaje con protección contra la oxidación.
Materiales, recubrimientos y normas
Opciones de acero y casos de uso
Los aceros al carbono como el C45/CK45 son comunes para los vástagos de los pistones de los amortiguadores gracias a su maquinabilidad y resistencia interna adecuada; el endurecimiento por inducción puede aumentar la durabilidad superficial y la resistencia a la fatiga. Los aceros inoxidables (304/316/316L) se utilizan cuando la prioridad de la corrosión supera la necesidad de una dureza superficial muy alta o recubrimientos gruesos. Los aceros aleados se encuentran en entornos de trabajo pesado o de alta fatiga. Su elección debe considerar la estrategia de recubrimiento: QPQ modifica la superficie del acero, el cromo añade espesor y alta dureza superficial, y el DLC se beneficia de un sustrato endurecido/nitruro para una mejor adhesión.
Para obtener información general sobre la preparación de superficies de cromo duro y rangos típicos, consulte la descripción general de la marca enConsideraciones para la fabricación de varillas cromadas durasLos rangos generales de tamaño del vástago del pistón del amortiguador y los materiales utilizados en contextos hidráulicos se resumen en la marca.página de la biela del pistón.
Recubrimientos: cromo vs QPQ vs DLC
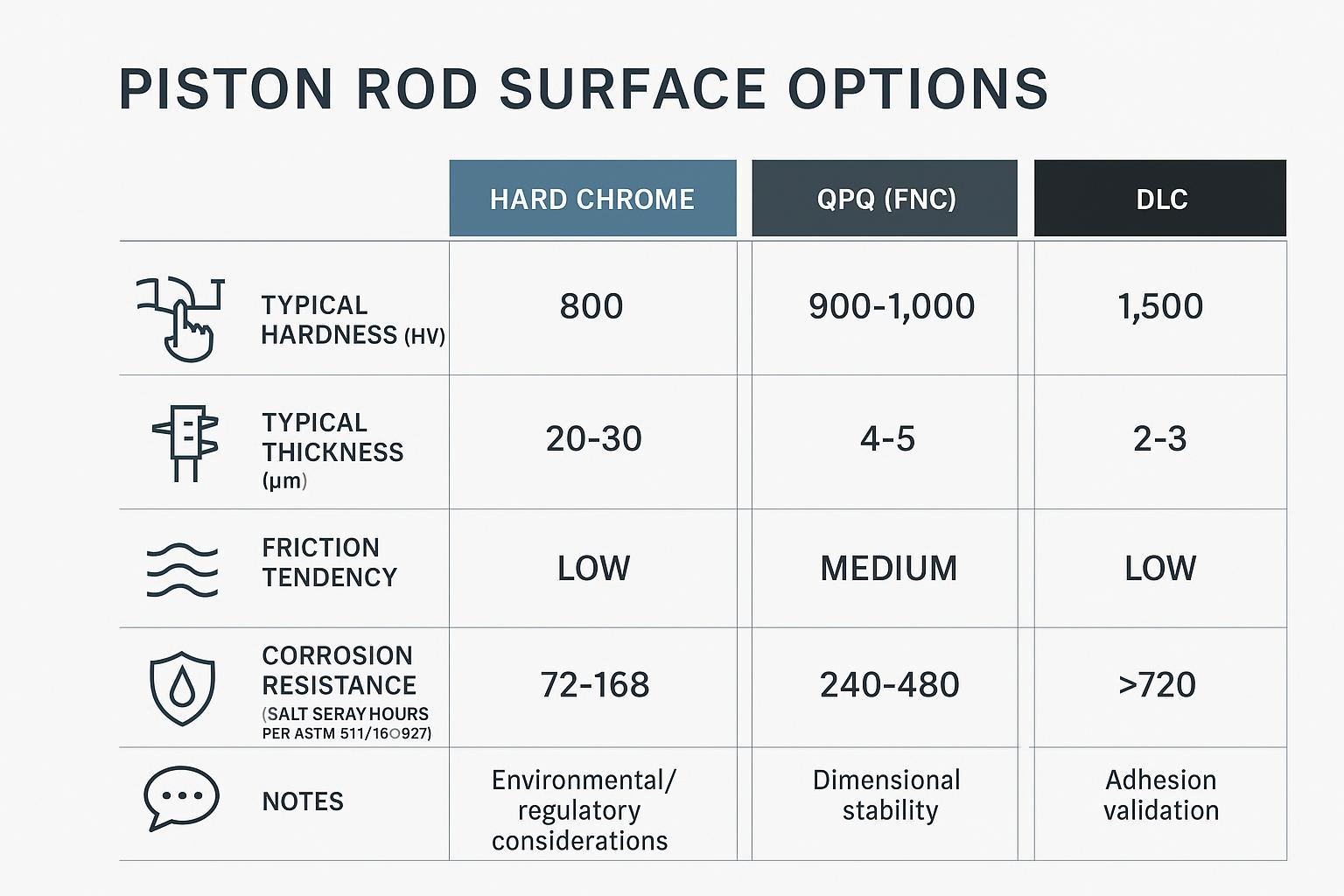
Cromo duro
Dureza típica: ~800–1200 HV. Espesor: generalmente 20–60 µm para varillas amortiguadoras. Ventajas: resistencia al desgaste comprobada, amplia disponibilidad, pulible hasta bajo Ra. Considere los controles ambientales y regulatorios para el cromo hexavalente en algunos mercados y gestione la microfisura mediante controles de proceso.
QPQ (FNC)
Superficie cementada con compuesto y capa de difusión; mínima variación dimensional. La fricción se reduce tras el pulido; la resistencia a la corrosión mejora con la postoxidación. Especificar la aceptación con ensayo de niebla salina neutra (ASTM B117/ISO 9227) según las horas de ensayo adecuadas al entorno; las horas varían según el acero y el proceso.
DLC
Fricción ultrabaja y dureza muy alta; la película delgada (~1–3 µm) conserva las dimensiones. Requiere una validación de adhesión rigurosa (indentación Rockwell C, pruebas de rayado). A menudo se combina con una capa base nitrurada para mayor durabilidad. Excelente para interfaces de sellado de baja fricción; asegúrese de que el acabado del sustrato admita la rugosidad superficial Ra objetivo después del recubrimiento.
Notas prácticas de selección
Automóviles de pasajeros en entornos con precios competitivos: el cromo duro sigue siendo una opción sólida debido a su disponibilidad y a su robusto pulido.
Exposición intensiva a terrenos difíciles o ambientes corrosivos: QPQ ofrece un mejor comportamiento frente a la abrasión y la corrosión con un bajo impacto dimensional.
Aplicaciones premium de baja fricción: el recubrimiento DLC puede reducir la fricción del sello y mejorar la respuesta a baja velocidad; presupueste para la calificación de la adhesión y los controles del proceso.
Cualificación y cumplimiento
Pruebas de corrosión: Indique el método y las horas de aceptación, por ejemplo: «NSS según ASTM B117 o ISO 9227; sin óxido rojo antes de X horas». Las normas definen las condiciones de la prueba (5 % de NaCl a 35 °C; orientación cercana a 15-30° con respecto a la vertical), pero no las horas de aprobación/rechazo; indíquelas en su especificación.
PPAP Nivel 3: Los compradores del sector automotriz suelen requerir un PSW con todos los datos de respaldo (registros de diseño, PFMEA/plan de control, MSA, resultados dimensionales, pruebas de materiales/rendimiento, estudios de proceso iniciales, documentación de laboratorio calificado, muestras). Alinee los entregables con los requisitos específicos del cliente y la norma IATF 16949.
Auditorías de procesos especiales: Cuando corresponda, consulte las normas AIAG CQI-9 (tratamiento térmico), CQI-11 (galvanoplastia, incluido el cromado duro) y CQI-12 (recubrimiento) para garantizar que la capacidad del proceso se mantenga, y no solo se haya aprobado una vez.
Conclusión
El vástago del pistón del amortiguador controla la fricción del sello y, por extensión, la estabilidad de la amortiguación. Especifique la geometría con precisión (ajustes, rectitud, excentricidad), diseñe la superficie para lograr una baja fricción con un área de apoyo suficiente y elija un sistema de recubrimiento que se adapte a su entorno y objetivos de rendimiento. Valide con las pruebas y auditorías de proceso adecuadas para que el rendimiento de la primera pieza se mantenga en la producción.
Lista de verificación de acciones
Verificar la geometría: clase de ajuste ISO 286 en diámetro; rectitud de 0,05–0,10 mm/m para varillas de alto rendimiento; redondez/excentricidad según ISO 1101 dentro del rango de diámetro.
Confirmar el acabado superficial: objetivo Ra 0,1–0,3 µm; especificar las condiciones ISO 4288; añadir los parámetros funcionales ISO 13565 para el área de apoyo y el volumen del valle.
Comprobación de dureza/recubrimiento: Cromo ~800–1200 HV con un espesor de 20–60 µm; Recubrimiento QPQ con microdureza en la capa compuesta; DLC ~1–3 µm con prueba de adhesión.
Requisito de corrosión: Indique el método (ASTM B117/ISO 9227) y las horas de aceptación adecuadas para el entorno.
PPAP/trazabilidad: Solicitar el Nivel 3 con todos los documentos; incluir evaluaciones de procesos especiales (CQI-9/11/12) cuando corresponda; asegurar que se definan los métodos de medición y la capacidad de los instrumentos de medición.



Noticias recientes
1. Guía definitiva para los vástagos de pistón de los amortiguadores
4 de febrero de 20262. Vástago del pistón: una parte importante del amortiguador.
15/01/20263. ¿Qué es el vástago del pistón de un amortiguador y por qué es importante?
2025-10-204. ¿De qué material están hechas las varillas de los amortiguadores?
8 de febrero de 2025


